Китай: поставщики резиновых колец?
2026-01-25
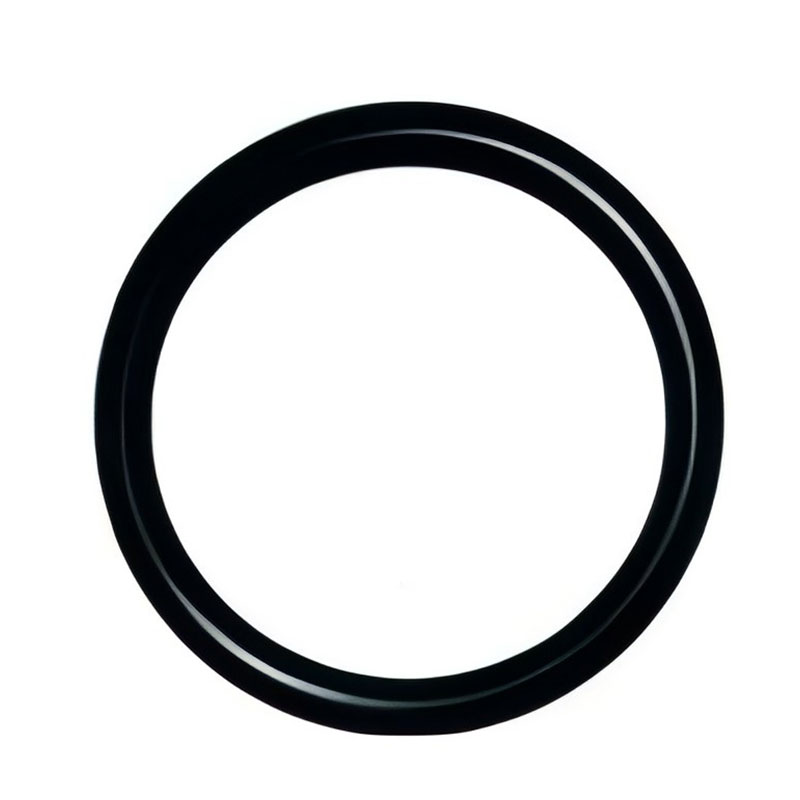
Когда слышишь этот вопрос, первое, что приходит в голову — море Alibaba, десятки тысяч фабрик и бесконечные переговоры о цене за килограмм. Но это лишь поверхность. Настоящая история начинается, когда понимаешь, что ?резиновое кольцо? — это не просто кусок вулканизированной смеси, а критически важный элемент, от которого зависит, потечёт ли уплотнение на насосе, перекачивающем сероводородную среду, или выдержит ли оно циклы в шламовом агрегате. Многие ошибочно ищут просто ?поставщика?, упуская из виду инжиниринг, контроль за сырьём и, что самое главное, понимание применения. Вот об этом и поговорим.
От запроса к спецификации: где обычно ломается процесс
Частая картина: приходит запрос с чертежом, стандартом (допустим, указывают NBR 70 Shore A) и требованием ?соответствовать ISO 3601?. Казалось бы, всё ясно. Но на деле, если это кольцо для механического уплотнения насоса, работающего с абразивами, одного стандарта на размеры и твёрдость резины катастрофически мало. Нужно понимать динамику работы пары трения, температурные скачки, совместимость с конкретной средой. Я видел, как партия идеально отлитых по геометрии колец из стандартного NBR рассыпалась за неделю в определённом типе бурового раствора. Поставщик был ?виноват?, но корень проблемы — в неполной спецификации.
Здесь и проявляется разница между фабрикой, которая просто режет шнур и вулканизирует его в пресс-форме, и компанией, у которой есть своя лаборатория и конструкторский центр. Последние не просто делают ?как на чертеже?, а задают уточняющие вопросы: ?А какое именно механическое уплотнение? Для какого типа насоса? Есть ли контакт с сероводородом?? Это не придирки, а необходимая часть процесса. Например, для сероводородных (H2S) сред стандартный NBR не подойдёт — нужна специальная рецептура на основе FKM (витон) с проверкой на стойкость к растрескиванию под напряжением в агрессивных средах.
Поэтому первый совет: превращайте запрос на ?резиновые кольца? в техническое задание. Указывайте не только размеры и материал, но и применение, среду, давление, температуру, тип оборудования. Это сэкономит месяцы на неудачных испытаниях.
Пример из практики: когда лаборатория решает всё
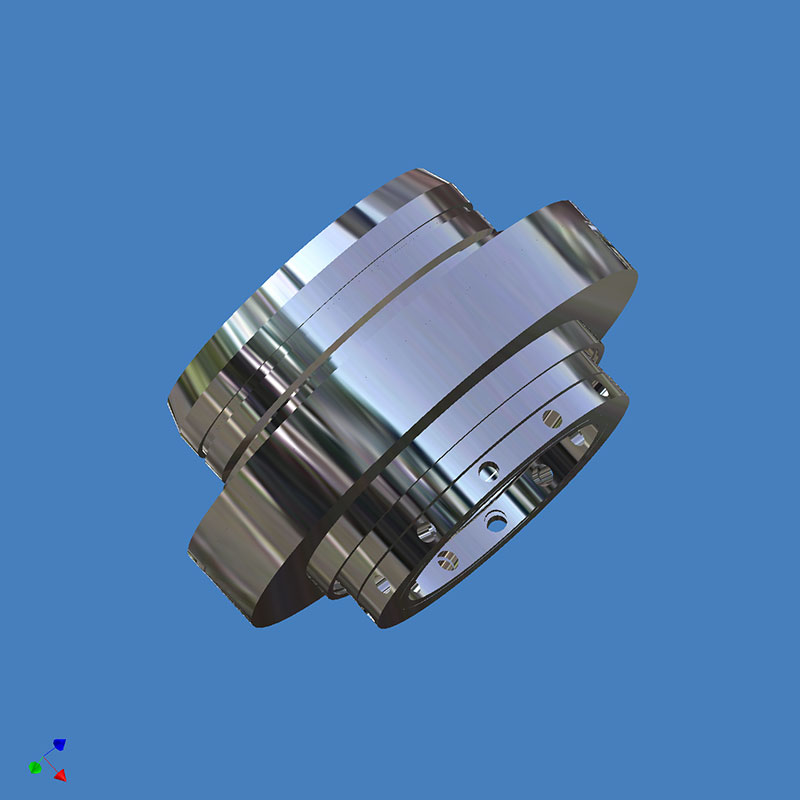
Приведу случай из опыта. Нужно было подобрать уплотнительные кольца для узла механического уплотнения шламового насоса на одном из наших объектов. Среда — высокоабразивная взвесь, pH нестабильный, плюс ударные нагрузки. Стандартные решения из каталогов крупных брендов не выдерживали и 300 часов. Обратились к нескольким потенциальным поставщикам в Китае с полным описанием проблемы.
Большинство прислало коммерческие предложения на EPDM или NBR с усиленной твёрдостью. Но одна компания — а именно ООО Сычуань Цзюлун Уплотнение Производство — отреагировала иначе. С их сайта (https://www.scjlmf.ru) было видно, что они специализируются на уплотнениях для сложных условий, и это не просто маркетинг. Их инженеры запросили образцы старой, разрушенной резины и данные по среде для анализа в своей лаборатории. В итоге предложили нестандартное решение: комбинированное кольцо с полиуретановым покрытием на определённых участках контакта для стойкости к абразиву и сердечником из специальной резиновой смеси для сохранения эластичности. Ключевым было то, что они не просто продали изделие, а предоставили протоколы испытаний на своём оборудовании, имитирующем работу в шламе.
Их продукция механических уплотнений как раз заявлена как соответствующая не только общим стандартам вроде ISO 3069, но и адаптированная под специфику. Это тот случай, когда наличие собственной испытательной базы и сертификации ISO 9001 перестаёт быть строчкой в футере сайта и становится рабочим инструментом. Результат? Ресурс узла вырос до приемлемых 1200 часов. Не идеально, но прорыв по сравнению с предыдущим вариантом.
Про стандарты и реальное качество
Многие китайские поставщики козыряют сертификатами: GB, DIN, ISO. И это важно. Например, соответствие GB6556-99 (китайский стандарт на механические уплотнения) или DIN 24960 — хороший знак. Но сертификат — это often минимум. Проблема в контроле партий. Можно получить идеальный образец для тестирования и сертификации, а в серийной поставке столкнуться с разбросом по эластичности или следами от литья.
Здесь работает простое правило: доверяй, но проверяй. Или лучше — вовлекай поставщика в процесс валидации. Хороший партнёр сам заинтересован в том, чтобы его продукция работала, и готов предоставить не только сертификат на систему менеджмента качества, но и паспорта на сырьё (от какого завода каучук, кто производитель сажи, антиозонантов) и статистику контроля на выходе с производства. Упомянутая ранее компания, судя по описанию, имеет совершенную систему управления качеством, и это как раз тот пункт, который нужно уточнять: как именно она реализована? Выборочный контроль или 100% проверка критических параметров?
Например, для резиновых колец критичен контроль внутренних напряжений после вулканизации и точность штампа. Недоработка здесь приводит к преждевременному растрескиванию. В разговорах с технологами ООО Сычуань Цзюлун Уплотнение Производство чувствовалось понимание этих нюансов — они говорили о термообработке пресс-форм, о контроле температуры вулканизации по зонам. Это и есть та самая ?профессиональная кухня?, которая отличает поставщика от подрядчика.
Логистика, образцы и ?подводные камни?
Допустим, поставщик найден, качество образцов устраивает. Дальше встаёт вопрос логистики и масштабирования. Резина — материал, чувствительный к условиям хранения и транспортировки. Получить контейнер колец, которые пролежали месяц в сыром портовом складе и покрылись конденсатом, — значит получить проблему. У хороших поставщиков есть чёткие протоколы упаковки (вакуумная с силикагелем, например) и отгрузки.
Ещё один момент — работа с образцами. Рекомендую всегда заказывать не один вариант, а несколько, с небольшими вариациями в рецептуре или твёрдости. И тестировать их в реалистичных, а не идеальных условиях. Однажды мы заказали пробную партию колец из FKM для умеренно агрессивной среды. Образцы прошли lab-тесты. Но в полевых условиях, при циклическом изменении температуры, на некоторых кольцах появились микротрещины. Поставщик (не тот, о котором шла речь выше) развёл руками — мол, материал соответствует стандарту. А причина оказалась в тонкостях вулканизации и пост-вулканизационной обработки. Пришлось начинать поиск заново, потеряв время.
Поэтому теперь алгоритм такой: глубокий технический диалог -> несколько вариантов образцов для полевых испытаний -> аудит производства (хотя бы виртуальный, с показом цехов и оборудования) -> пробная партия -> только потом крупный контракт. Компании, которые выдерживают такой скрупулёзный подход, как раз и являются теми надёжными поставщиками резиновых колец из Китая, с которыми можно строить долгосрочные проекты.
Итог: не страна, а подход
Так что, возвращаясь к исходному вопросу ??. Ответ: да, безусловно, там есть исключительные специалисты, особенно в нише технических, инженерных уплотнений. Но искать нужно не страну, а конкретную компанию с нужной экспертизой. Критерии: наличие собственной инженерной и лабораторной базы, опыт работы со сложными средами (шлам, сероводород, высокие температуры), прозрачность в вопросах сырья и контроля качества, готовность работать не по шаблону, а вникать в задачу.
Такие производители, как ООО Сычуань Цзюлун Уплотнение Производство, с их ориентацией на механические уплотнения для шламовых и сероводородных насосов, как раз попадают в эту категорию. Их сайт — это не просто витрина, а отражение их компетенций: конструкторский центр, лаборатория, цех сборки. Это говорит о вертикальной интеграции и контроле над процессом.
В конечном счёте, успех зависит от того, насколько глубоко вы, как заказчик, погружены в свою задачу и насколько готовы к диалогу с поставщиком как с инженерным партнёром, а не просто с фабрикой. Резиновое кольцо — маленькая деталь, но её выбор может определить судьбу всего узла. И в Китае есть те, кто это понимает лучше многих.