Китайские уплотнения: надёжность в экстремальных условиях?
2026-01-02
Вот вопрос, который постоянно всплывает в разговорах с заказчиками на объектах от Воркуты до Омска. Многие до сих пор морщатся, слыша про китайские механические уплотнения, представляя себе что-то хлипкое, для умеренных сред и давлений. Но это уже давно не так, точнее, не совсем так. Проблема в том, что под общим ярлыком ?китайские? скрывается гигантский разброс — от откровенного ширпотреба до изделий, которые спокойно работают там, где некоторые европейские аналоги начинают капризничать. И ключ — не в стране происхождения, а в том, кто и как это производит, для каких именно ?экстремальных условий? проектировал.
От стереотипов к конкретике: что значит ?экстремальные условия? на практике
Когда говорят ?экстремальные условия?, часто думают о сверхвысоких давлениях или температурах. Но в моей практике чаще всего ад — это абразивные среды. Шламовые насосы на обогатительных фабриках, пульпа с взвесью песка и частиц металла. Здесь классическое уплотнение с гладкими зеркальными поверхностями проживает недолго. Нужны специфические решения: упрочнённые пары трения, особые конфигурации, отвод абразива. И вот тут некоторые китайские производители, которые изначально ?заточены? под такие сложные задачи, показывают себя очень хорошо.
Я вспоминаю один случай на химзаводе, сероводородные насосы. Среда агрессивная, токсичная, малейшая протечка — ЧП. Ставили дорогие импортные картриджи, но они не выдерживали циклов ?стоп-старт? и локальных перегревов. Решили попробовать вариант от одного китайского завода, который позиционировался именно для H2S. Коллеги крутили у виска. Но оказалось, что в их конструкции была учтена именно эта проблема с тепловыми ударами — материал сальниковой пары и конфигурация пружин были другими. Проработали втрое дольше. Это был переломный момент в восприятии.
Кстати, о материалах. Частая ошибка — смотреть только на стандарт (типа ISO 3069) и игнорировать конкретный состав. Один и тот же стандарт на графит или карбид кремния можно выполнить по-разному. У хороших китайских поставщиков, вроде ООО Сычуань Цзюлун Уплотнение Производство, на этом делается огромный акцент. Заходишь на их сайт scjlmf.ru и видишь, что у них есть собственный конструкторский центр и лаборатория. Это не для галочки. Это значит, что они могут не просто скопировать чертёж, а адаптировать уплотнение под конкретную среду — под тот же сероводород или абразивную пульпу.
Лаборатория и сертификаты: бумажка или реальный инструмент?
Все пишут про ISO9001. Это стало почти обязательным. Но сам по себе сертификат качества системы — это лишь фон. Гораздо важнее, как используются эти системы и на что именно сертифицирован продукт. Упомянутая компания, например, заявляет соответствие GB6556-99, DIN24960, ISO3069. Для работы на ответственных объектах в СНГ это критически важно. DIN24960 — это немецкий стандарт на размеры и конструкцию, он позволяет напрямую заменять многие европейские модели. Но опять же, соответствие стандарту — это минимум.
Настоящая проверка происходит в поле. Я видел, как уплотнения, идеально прошедшие заводские испытания на воде, ?сыпались? на реальной среде из-за микроскопических примесей, которые меняли коэффициент трения. Поэтому наличие у производителя не просто ?лаборатории?, а именно испытательного оборудования, способного имитировать реальные условия — огромный плюс. В идеале — когда можно отправить им пробу своей среды для тестов.
Здесь часто кроется подводный камень. Некоторые поставщики присылают идеальные отчёты, но когда начинаешь копать, выясняется, что испытания проводились в идеальных, ?стерильных? условиях. Нужно задавать конкретные вопросы: ?На какой именно среде тестировали? Какая была концентрация твёрдых частиц? Какой температурный режим??. Отсутствие внятного ответа — красный флаг.
Цех сборки: где рождается надежность
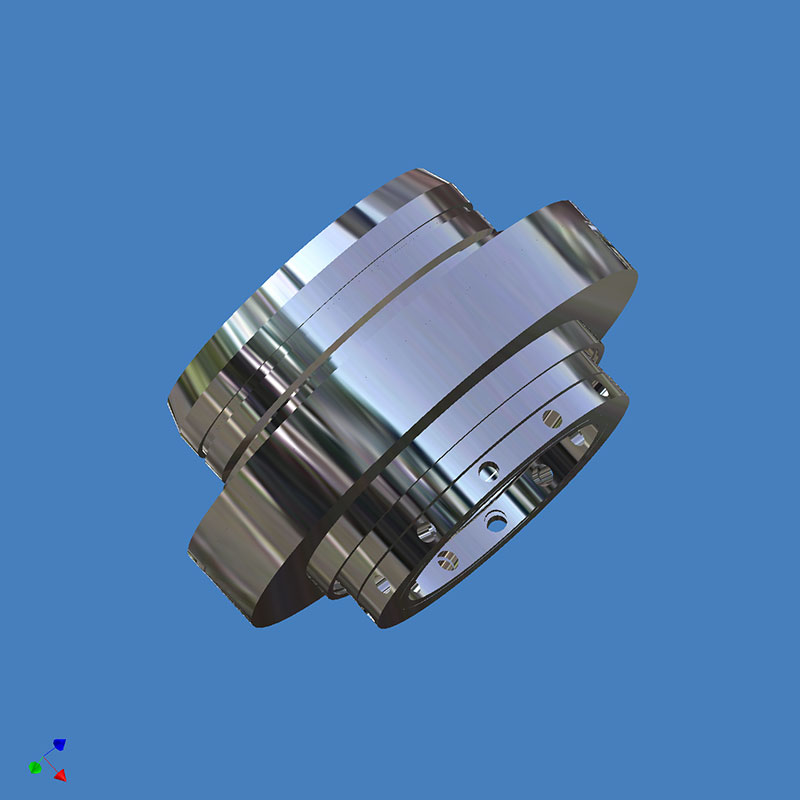
Можно иметь лучшие материалы и чертежи, но собрать уплотнение кое-как — и всё пойдёт насмарку. Чистота сборки, прецизионная подгонка, контроль момента затяжки — это святое. Особенно для двойных торцевых уплотнений, где важна соосность и параллельность колец. Посещая производства в Китае, я всегда смотрю на цех. Упорядоченность, чистота, использование динамометрических ключей, контрольные журналы.
У ООО Сычуань Цзюлун в описании прямо указан ?цех сборки и обработки механических уплотнений для шламовых и сероводородных насосов?. Эта специализация важна. Сборка уплотнения для чистой воды и для шламового насоса — это разные операции. Во втором случае критически важна защита от попадания абразива в уплотнительную пару на этапе монтажа, могут быть особые требования к смазке.
Личный опыт: как-то получили партию уплотнений от нового поставщика. Внешне — безупречно. Но при вскрытии упаковки на нескольких единицах заметили мелкую металлическую стружку внутри картриджа. Видимо, осталась после обработки и не была удалена при финальной очистке. В ?спокойных? условиях, может, и ничего, но в абразивной среде это стало бы центром износа. Вернули всю партию. После этого всегда обращаю внимание на этапы финального контроля и очистки.
Цена vs. Стоимость владения: о чём часто забывают
Первая реакция на китайское уплотнение — ?о, дёшево!?. Это ловушка. Нужно считать не цену за коробку, а стоимость владения за межремонтный период. Дешёвое уплотнение, которое меняют каждые три месяца с остановкой насоса, обойдётся в десятки раз дороже, чем более дорогое, но работающее два года.
Поэтому при выборе для экстремальных условий вопрос должен звучать так: ?Сколько это проработает в МОИХ конкретных условиях??. И здесь данные от производителя, у которого есть опыт под конкретные среды, бесценны. Если они дают реалистичный прогноз ресурса (не максимальный из стандарта, а для ваших параметров) и он совпадает с практикой — это партнёр.
Иногда выгоднее взять ?кастомное? решение. Например, для насоса, перекачивающего горячий концентрат с кристаллами. Стандартные уплотнения выходили из строя. Китайский производитель, после изучения параметров, предложил изменить угол контакта уплотнительных колец и применить карбид вольфрама особой градации. Цена выросла на 40% по сравнению со стандартным китайским, но всё равно была в 2 раза ниже европейского аналога. Ресурс увеличился в 4 раза. Вот она, реальная экономия.
Итог: так надёжны ли они?
Ответ неоднозначен, как и сама реальность. Китайские уплотнения как класс — не надёжны и не ненадёжны. Всё упирается в конкретного производителя, его экспертизу и честность. На рынке есть те, кто делает отличные, инженерно выверенные продукты для сложных применений. Их выдают детали: специализация (как раз на шламовые и сероводородные насосы), наличие реальной R&D базы, прозрачность по стандартам и материалам, готовность обсуждать нестандартные задачи.
Слепо верить любой этикетке — ошибка. Но и автоматически отвергать — значит, возможно, лишать себя эффективного и экономичного решения. Нужно делать домашнюю работу: запрашивать отчёты по испытаниям на похожих средах, проверять реальные отзывы с объектов, а в идеале — запускать пробную партию в самых жёстких условиях. Только так, методом проверки, а не предубеждения, можно найти того самого надёжного поставщика, чьи изделия будут стабильно работать там, где это действительно важно.
В конце концов, насосу всё равно, откуда родом уплотнение. Ему важно, чтобы оно держало. А наша задача — найти того, кто понимает, как заставить его держаться именно в нашем, особенном, ?экстремальном? аду.