Где найти поставщика по ГОСТ 9833-73?
2026-01-28
- Почему ?просто погуглить? не сработает
- Где прячутся реальные производители, а не перекупы
- Что спросить у потенциального поставщика, кроме цены
- Кейс из практики: когда ?соответствие? оказалось только на бумаге
- Альтернативные пути: сообщества, форумы, сарафанное радио
- Итоговый чек-лист: на что смотреть перед контрактом
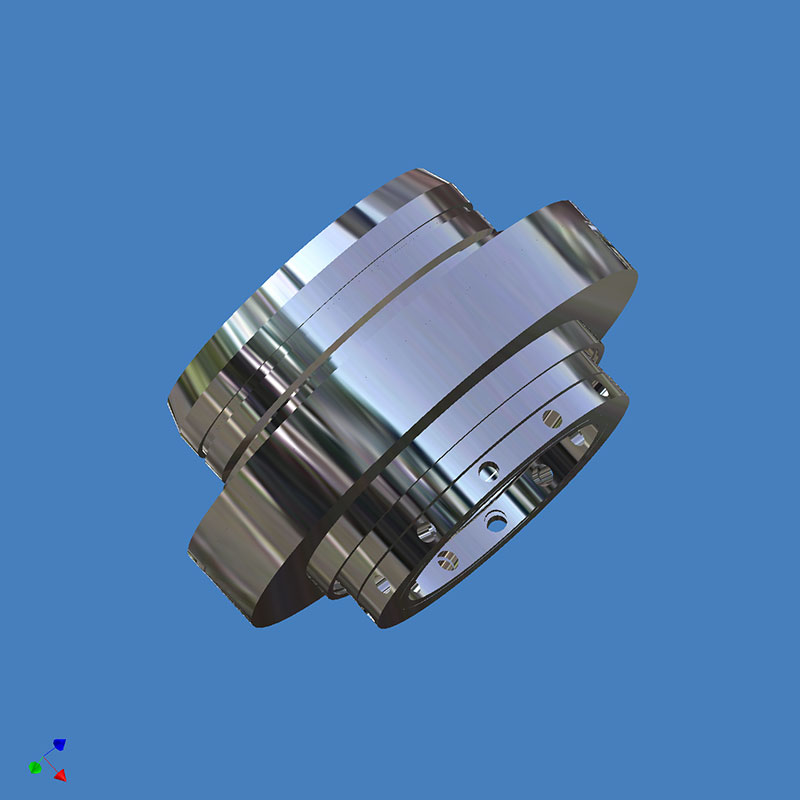
Поиск поставщика, который реально работает по ГОСТ 9833-73 на механические торцевые уплотнения для насосов — это не простая закупка, а скорее детектив с элементами русской рулетки. Многие декларируют соответствие, но когда начинаешь копать в сертификаты или техусловия, выясняется, что стандарт трактуют… творчески, или того хуже — предлагают ?аналоги?, которые по факту не проходят по размерам или материалам для агрессивных сред. Основная ловушка — думать, что этот ГОСТ ещё в ходу как основной производственный регламент. На деле, актуальные ТУ или даже тот же ISO 3069 часто важнее, но если в техзадании чётко прописан 9833-73, ищи того, кто в нём не просто копается, а дышит.
Почему ?просто погуглить? не сработает
Вбейте в поиск — и первые страницы завалены агрегаторами и площадками типа ?ВсемСнаб?. Контакты, красивые карточки товаров, даже значки ГОСТ. Звонишь, а в ответ: ?Да, конечно, сделаем по вашему чертежу?. Начинаешь уточнять по пунктам стандарта: базовая конструкция исполнения 1 или 2, материалы пар трения для перекачки абразивных шламов, требования к шероховатости поверхностей? В лучшем случае отправят на почту прайс-лист, который является калькой с каталога какого-нибудь крупного завода, но без привязки к конкретным возможностям производства. В худшем — услышишь, что ?все так делают? и ?это же устаревший стандарт, мы делаем лучше?. Красный флаг сразу.
Личный опыт: как-то потребовались уплотнения для насосов на сероводородсодержащей среде. Нашёл через такой общий каталог ?проверенного? поставщика. Прислали образцы. По геометрии вроде подходили, но по материалу вторичного кольца — явная экономия, не та марка графита. В паспорте было красиво написано ?соответствует ГОСТ 9833-73?, а в скобках мелким шрифтом — ?по отдельным параметрам?. В итоге на испытаниях получили повышенную утечку уже через 80 часов. Потеряли время и деньги. Вывод: открытый веб-поиск даёт только точки входа, а дальше нужна экспертиза, почти что техническая разведка.
Ключевое здесь — поставщика нужно оценивать не по тому, что он заявляет на сайте, а по тому, может ли он технически обосновать соответствие каждой позиции стандарта. Есть ли у него своя лаборатория для испытаний материалов? Может ли он предоставить протоколы испытаний именно на стойкость к абразивам или H2S? Если нет, то это просто перепродавец или механическая мастерская, и с ними по ГОСТ 9833-73 делать нечего.
Где прячутся реальные производители, а не перекупы
Тут путь лежит часто в сторону специализированных отраслевых порталов, каталогов предприятий тяжёлого машиностроения или нефтегазового сектора. Но и там нужно фильтровать. Смотрю, например, на сайт ООО Сычуань Цзюлун Уплотнение Производство (https://www.scjlmf.ru). В их описании сразу видно важные для нас моменты: цех сборки и обработки именно для шламовых и сероводородных насосов, своя лаборатория и конструкторский центр. Это уже серьёзнее, чем ?склад и доставка?.
Что мне импонирует в таком подходе: они прямо указывают соответствие не только международным ISO 3069, DIN, но и, что критично, GB6556-99 (китайский гост, во многом перекликающийся с нашим старым добрым 9833-73 по духу и строгости). Компания, которая работает на такие рынки и имеет ISO9001, обычно выстроила процессы так, что под конкретный стандарт, даже устаревший, они могут подготовить полный пакет документов и обосновать, почему их продукция ему соответствует. Это не гарантия, но весомый аргумент начать диалог.
Однако и тут нюанс. Китайские производители часто очень жёстко привязаны к экономике проекта. Если тебе нужно 2 штуки для ремонта, они могут и не заморачиваться с полным циклом испытаний по нашему ГОСТ, предложат типовое решение. Нужно чётко ставить задачу и быть готовым платить за индивидуальный подход. Их сильная сторона — как раз возможность производства под конкретный размер и среду, если видит, что заказчик понимает, о чём говорит.
Что спросить у потенциального поставщика, кроме цены
Цена — это последнее, о чём стоит говорить. Первый вопрос: ?Можете ли вы предоставить расчёт на герметичность и износ для наших условий (давление, температура, состав среды) с ссылками на пункты ГОСТ 9833-73??. Если начинают мямлить или говорить, что ?все расчёты стандартные?, — это не наш клиент. Нужны конкретные инженерные данные.
Второе: ?Какие материалы вы применяете для колец трения (графит, карбид кремния, оксид алюминия) при работе с абразивами по п. Х стандарта? И есть ли у вас образцы или протоколы испытаний этих материалов на износ в шламе??. Часто поставщик использует ?подходящий? карбид кремния, но плотность, пористость не те — и уплотнение выходит из строя от микроударов.
И третий, убийственный для многих вопрос: ?Можем ли мы провести входной контроль партии у вас в лаборатории или у вашего партнёра, и какие параметры по ГОСТ 9833-73 (например, биение торцов, твёрдость) вы гарантируете в паспорте изделия??. Если готовы к такому диалогу и показывают приборы, методики — это почти что бриллиант. Лично сталкивался, что после такого вопроса ?серьёзный? поставщик из Питера вдруг вспоминал, что ?у нас как раз закончились эти позиции, но мы можем предложить аналог?. Аналог — это смерть для ремонтного цикла насоса.
Кейс из практики: когда ?соответствие? оказалось только на бумаге
Был у нас проект по модернизации насосов на обогатительной фабрике. Нашли через старые связи завод-изготовитель, который клялся, что всё делает по 9833-73. Заказали партию уплотнений исполнения 2 для высоких давлений. Пришли — внешне идеально. Установили. Через неделю — массовые течи. Начали разбираться. Оказалось, пружины, которые по стандарту должны быть из стали 12Х18Н10Т (для определённых сред), были заменены на обычную пружинную сталь без покрытия. В паспорте же стояла нужная марка. Завод начал винить технолога, мол, ошибка. Но суть в том, что система входного контроля у них была формальной, без спектрального анализа. Стандарт был лишь красивой строчкой в документации, а не руководством к действию.
Этот случай научил меня: даже у прямого, казалось бы, наследника советских профильных заводов нужно проверять не бумаги, а цепочку производства. Есть ли у них маршрутные карты? Ведут ли они журналы термообработки? Без этого любое упоминание ГОСТ 9833-73 — просто слова. После этого мы стали работать с теми, кто может показать процесс, а не только офис с дилерами.
Кстати, тогда и вышли на производителей вроде упомянутого ООО Сычуань Цзюлун. У них, как ни странно, процесс часто задокументирован даже излишне подробно из-за требований их собственного рынка и экспорта. Запросили у них однажды для пробы спецификацию материалов с химическим анализом от сторонней лаборатории — прислали в течение двух дней. Это говорит о налаженной системе.
Альтернативные пути: сообщества, форумы, сарафанное радио
Не стоит сбрасывать со счетов старый добрый ?сарафан?. Форумные ветки на профильных ресурсах (типа ?Про инженера? или отраслевых разделов на ?Хабре?, где сидят практики) — кладезь. Там часто жалуются на поставщиков или, наоборот, благодарят. Ищешь обсуждения по ремонту насосов ГРАТ или ЦНС — и обязательно всплывут фамилии, названия мелких ОООшек, которые делают ?как для себя?. Это часто инженеры, ушедшие с заводов и открывшие своё дело. Они могут не иметь сайта, но зато у них в гараже стоит шлифовальный станок с ЧПУ, и они знают ГОСТ 9833-73 наизусть, потому что всю жизнь по нему работали.
Минус такого подхода — масштабирование. Для большой, серийной поставки они могут не подойти. Но для штучного, сложного заказа, для опытного образца — это золото. Как-то именно через рекомендацию на форуме нашёл контору в Екатеринбурге, которая сделала нам уплотнения для экспериментального насоса с параметрами, которых нет в стандарте, но с оглядкой на его требования по безопасности. Сделали идеально.
Здесь поиск превращается в нетворкинг. Нужно звонить, спрашивать у коллег по цеху, на смежных производствах: ?А у кого вы берёте на ремонт??. Часто цепочка приводит к одному-двум проверенным именам в регионе. Это не быстрый путь, но, возможно, самый надёжный в долгосрочной перспективе. Поставщика по такому стандарту ищешь не на год, а на десятилетия.
Итоговый чек-лист: на что смотреть перед контрактом
Итак, резюмируя горький и сладкий опыт. Когда кажется, что ты нашёл своего кандидата, пробегись по этому списку. Во-первых, запроси не только сертификат ISO, но и технический отчёт или паспорт с явной привязкой характеристик к пунктам ГОСТ 9833-73: материал каждого элемента, твёрдость, шероховатость, допуски. Если отказываются — стоп.
Во-вторых, попроси фото или видео с производства. Хоть какую-то линию сборки, контроль качества. Не для красоты, а чтобы понять уровень: кустарный цех или оснащённое предприятие. Наличие испытательного стенда, где гоняют уплотнения в эмульсии с песком — огромный плюс.
В-третьих, пообщайся не с менеджером по продажам, а с технологом или главным инженером. Задай ему пару каверзных вопросов по стандарту. Если он говорит с тобой на одном языке, объясняет, почему в твоём случае лучше подойдёт графит марки А, а не Б, — это тот самый. Если же все переговоры ведёт только менеджер, который не может ответить на технические вопросы в течение дня — есть риск.
Поиск — это процесс. Иногда проще и дешевле заплатить немного больше, но получить уверенность, что уплотнение отработает свой ресурс, а не остановит цех на внеплановый ремонт. И помни, сам по себе ГОСТ 9833-73 — не волшебная палочка, а лишь свод правил. Важнее тот, кто эти правила исполняет не формально, а с пониманием физики работы уплотнения в грязи и при повышенной агрессивности. Удачи в поисках.