Где Китай резиновые кольца для труб заводы внедряют инновации?
2026-02-07
Часто слышу вопрос про инновации в производстве резиновых уплотнительных колец для труб в Китае. Многие сразу представляют себе гигантские автоматизированные линии с роботами — картинку из брошюры. На деле же всё часто упирается в куда более приземлённые, но критически важные вещи: в стойкость к конкретной среде, в долгий срок службы под давлением, в миллиметры и проценты усадки. Именно здесь, в решении этих ?скучных? проблем, и происходит реальная работа.
Не там, где ищут: инновации против ?среднестатистической? среды
Основной вызов для заводов — уйти от универсальных решений. Стандартное резиновое кольцо для канализационной трубы — это одно. А кольцо для трубопровода, где есть следы сероводорода, абразивные частицы или перепады температур — совсем другая история. Инновация начинается не с покупки нового пресса, а с вопроса инженера: ?А что именно будет разъедать это уплотнение на объекте заказчика??. Лаборатория становится ключевым звеном.
Вот, к примеру, знаю один конструкторский центр в Сычуане — ООО Сычуань Цзюлун Уплотнение Производство. На их сайте (https://www.scjlmf.ru) указано, что у них есть своя лаборатория и они специализируются на уплотнениях для шламовых и сероводородных насосов. Это как раз тот случай, когда профиль диктует глубину проработки. Нельзя делать кольцо для агрессивной среды, просто взяв чуть более стойкую резиновую смесь. Нужно моделировать условия, тестировать на специализированном оборудовании — и это та самая точка внедрения, которую не увидишь на обзорной экскурсии по цеху.
Был у меня опыт с поставкой колец для тепловых сетей. Заказчик жаловался на быструю потерю эластичности. Оказалось, в их системе были периодические гидроудары, которые не учитывались в ТЗ. Стандартный состав резины не выдерживал. Решение нашли не в замене материала, а в доработке геометрии профиля кольца и в комбинации резины с армирующими элементами. Это и есть микро-инновация на уровне конкретной задачи.
Стандарты как фундамент, а не как потолок
Сертификация по ISO, GB, DIN — это обязательный минимум, входной билет на рынок. Но настоящие заводы-поставщики используют их как базис, от которого отталкиваются. Соответствие GB6556-99 или ISO3069 — это гарантия того, что продукция не развалится сразу. А инновация — это когда начинают задаваться вопросами: как ведёт себя кольцо на стыке стандартов? Как оно поведёт себя после 5000 циклов сжатия-расширения, а не после 1000, как требует тест?
Система менеджмента качества ISO9001 — это не просто бумажка для аудита. Когда она реально работает, она создаёт цикл: обратная связь с монтажниками на объекте -> анализ в конструкторском центре -> корректировка рецептуры или техпроцесса в цеху. Видел, как на одном производстве внедрили маркировку партии не только на упаковку, но и лазером на само кольцо. Мелочь? Но это позволило точно отслеживать, из какой именно смеси и на какой линии сделана деталь, когда пришёл рекламационный запрос. Это инновация в прослеживаемости.
Частая ошибка — думать, что инновации в этой области всегда связаны с чем-то революционно новым, вроде ?умной резины?. Чаще это кропотливая работа над воспроизводимостью. Одна и та же формула смеси может дать разный результат из-за температуры вулканизации или времени выдержки. Внедрение точного термоконтроля на каждом прессе — это и есть прорыв в качестве, хоть и негромкий.
Цех: где идеи сталкиваются с реальностью
Конструкторский центр рождает чертёж и спецификацию. А дальше всё попадает в цех сборки и обработки. Вот здесь часто возникает разрыв. Инновационная резиновая смесь может быть идеальной, но если пресс-форма имеет микронные заусенцы или температура формования ?гуляет?, весь эффект сходит на нет.
Передовое испытательное оборудование — это хорошо. Но оно должно стоять не только в лаборатории, но и на выходе из производственной линии. Простой пример: внедрение автоматизированного оптического контроля (AOI) для проверки геометрии каждого кольца в партии. Это дорого. Но это сразу отсекает брак, который мог бы уйти к заказчику и убить репутацию на годы вперёд. Для завода, который работает с ответственными объектами, такая инвестиция окупается доверием.
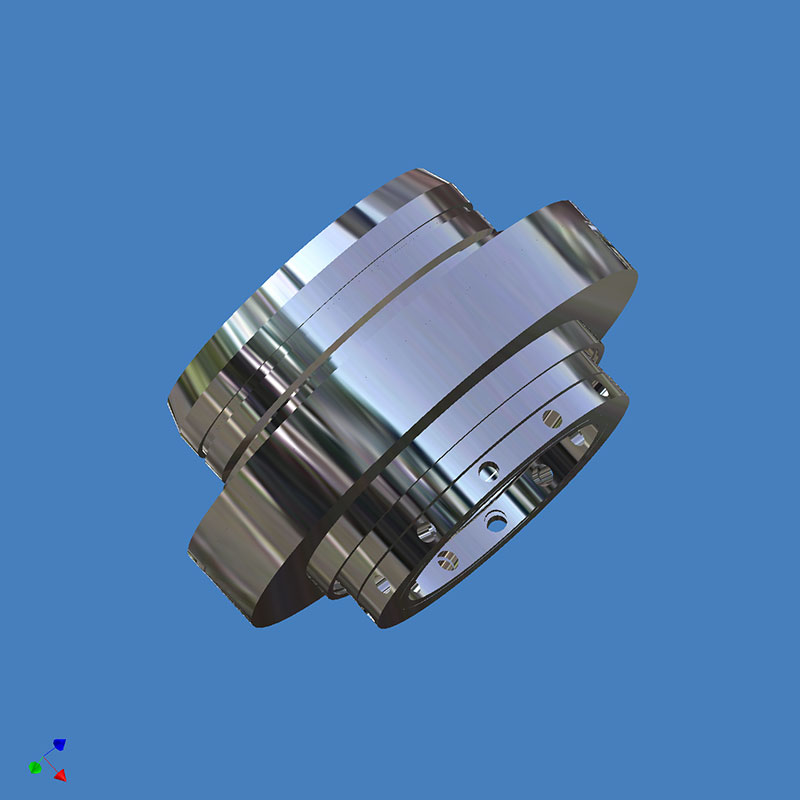
Работа с механическими уплотнениями для насосов, как у упомянутой компании, — это высший пилотаж. Тут нельзя просто отлить кольцо. Нужна точнейшая механическая обработка сопрягаемых поверхностей, шлифовка, доводка. Инновации здесь — в станках с ЧПУ, которые обеспечивают повторяемость, и в оснастке, которая минимизирует деформацию мягкой резины при обработке. Видел, как пытались сэкономить на оснастке для фиксации колец перед шлифовкой — в итоге получили эллипсность и партию в утиль.
Провалы как часть пути
Не бывает внедрений без тупиков. Один из самых показательных кейсов — попытка использовать супер-эластичный импортный полимер для колец большого диаметра. Лабораторные тесты были блестящими: стойкость, эластичность. Но в производстве столкнулись с тем, что материал крайне капризен к условиям вулканизации в больших формах. Не удавалось добиться равномерности свойств по всему сечению. В итоге от идеи отказались, потеряли время и деньги, но получили бесценный опыт: не всякая красивая спецификация материала масштабируется на реальные размеры и мощности.
Другой частый провал — ?инновация ради инновации?. Была мода на добавление в резину наночастиц для улучшения свойств. Некоторые заводы кинулись это внедрять, не имея оборудования для равномерного диспергирования этих частиц в смеси. На выходе получался продукт с нестабильными, а часто и ухудшенными характеристиками. Вывод: технология должна быть holistic, охватывать всю цепочку от сырья до готового изделия.
Упомянутая компания с её акцентом на сероводород и шлам — хороший пример того, как фокус на сложной задаче страхует от таких провалов. Ты не будешь экспериментировать с непроверенными ?нано-добавками?, когда от твоего уплотнения зависит безопасность работы насоса с агрессивной средой. Инновации здесь носят более выверенный, инкрементальный характер.
Итак, где же они внедряются?
Подводя неформальный итог, скажу так: ищите китайские заводы по производству резиновых колец для труб не по блеску цехов, а по глубине проработки проблем. Наличие своего конструкторского центра и лаборатории — сильный сигнал. Готовность работать не по каталогу, а под конкретную, даже нестандартную среду эксплуатации — ключевой признак.
Сайты вроде scjlmf.ru полезны не только для контактов. По тому, как описаны компетенции (испытательное оборудование, стандарты, специализация на сложных применениях), можно сделать первые выводы. Но настоящий разговор всегда начинается с деталей: ?А у вас был опыт с такой-то средой? А как вы тестируете на циклическую усталость? А можете ли доработать профиль??. Ответы на эти вопросы покажут реальный уровень гораздо лучше любых сертификатов на стене.
В конечном счёте, инновации живут там, где инженерная мысль встречается с практической необходимостью и где есть система, позволяющая этой встрече давать результат. Это может быть цех в Сычуане, решающий проблему стойкости к сероводороду, или завод в Цзянсу, совершенствующий точность литья под давлением. Главное — что это ответ на реальный вызов, а не на желание написать ?инновационный? в брошюре.